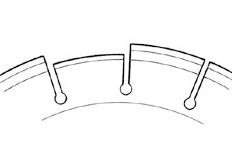
1. Blade Worn Out of Round
| Cause | Shaft bearings are worn (masonry and concrete). |
| Remedy | Install new blade shaft bearings or blade shaft. |
| Cause | Engine is not properly tuned on concrete saws, causing surges in blade rotation. |
| Remedy | Tune engine according to manufacturers' manual. |
| Cause | Blade arbor hole is damaged from previous mismounting. |
| Remedy | Replace worn shaft or mounting arbor bushing. Bond is too hard for material, causing a “rounding” and wearing one half of the blade more than the other. Make certain that drive pin is functioning. Use proper blade specification |
| Cause | Blade is too hard for material being cut. |
| Remedy | Use a softer bonded blade. Select proper blade specification for material being cut. |
| Cause | Blade has become dull as a result of being used on too hard a material |
| Remedy | Improper blade specification; blade is too hard for the material being cut. Use a softer bonded blade to reduce operating stresses. |
| Cause | "Dull" Blade |
| Remedy | "Open" blade by dressing segment on abrasive block. |
| Cause | Insufficient water (usually on one side of blade). |
| Remedy | Flush out water system and check flow and distribution to both sides of blade. |
| Cause | Equipment defects cause the segments to wear unevenly. |
| Remedy | Replace bad bearings, worn arbor shaft or misalignment to spindle. Concrete saws, engine must run smoothly to prevent harmonic vibration. |
| Cause | Saw is misaligned. |
| Remedy | Check saw head alignment for squareness both vertically and horizontally |
| Cause | Blade collar is not properly tightened, permitting blade rotation or vibration on the shaft. |
| Remedy | Tighten the shaft nut with a wrench to make certain that the blade is adequately secured. |
| Cause | Blade collars are worn or dirty, not allowing proper blade clamping. |
| Remedy | Clean blade collars, making sure they are not worn. |
| Cause | Blade is not properly mounted. |
| Remedy | Make certain the blade is mounted on the proper shaft diameter before tightening shaft nut. Ensure the pin hole slides over drive pin. Make sure that drive pin is in pin hole. |
| Cause | Loose Belt on saw. |
| Remedy | Tighten belts. Check to see if arbor on saw is running true. |
| Cause | Abrasion of steel center due to highly abrasive fines generated during cutting. |
| Remedy | Use as much water as possible to flush out fines generated during cutting, or use wear-retardant cores. |
| Cause | Cutting through material into sub-base. |
| Remedy | Wear-retardant cores are not always the ultimate solution to eliminating undercutting. Your best defense is to always provide an adequate water flow to the steel center area immediately adjacent to the segment. This is especially important when making deep cuts. |
| Cause | Blade is too hard for material being cut. |
| Remedy | Use a blade with a softer bond. |
| Cause | Blade being "forced" through the cut causing chattering |
| Remedy | Run Saw at normal speed. "Open" blade by resharpening in abrasive material. |
| Cause | Blade runs at improper speed. |
| Remedy | Check for bad bearings, bent shaft, or worn mounting arbor. Speed of the saw is either too fast or too slow for the size of the blade: RPM of the saw should be verified to the specific speeds established by the NASI Standards for minimum and Maximum blade speeds; make certain that blade shaft is running at recommended RPM to match tensioned speed of blade. Should the blade continue to wobble after verification of the saw RPM, then the blade should be returned to the manufacturer to be retensioned and flattened. |
| Cause | Blade collar diameters are not identical. |
| Remedy | Check blade collar discs to make sure they are clean, flat and of correct diameter |
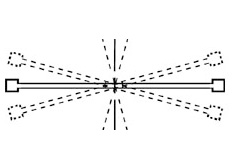
| Cause | Blade is bent as a result of dropping or being twisted in the cut during operation. |
| Remedy | Blade should be returned to the manufacturer to be retensioned and flattened. |
| Cause | Loss of blade tension. |
| Cause | Overheating due to lack of water. |
| Remedy | Check water feed lines and make sure flow is adequate on both sides of blade. |
| Cause | Steel center is worn from undercutting. |
| Remedy | Use sufficient water to flush out the cut. |
| Cause | Defective blade collars are causing blade misalignment. |
| Remedy | Clean blade collars or replace if collars are under recommended diameter. |
| Cause | Blade is too hard for material being cut. |
| Remedy | Use proper blade specification for material being cut. |
| Cause | Blade is cutting out of round, causing a pounding motion. |
| Remedy | Replace worn bearings; realign blade shaft or replace worn blade mounting arbor. |
| Cause | Improper blade tension. |
| Remedy | Ensure blade is running at correct RPM. Blade is tensioned for correct RPM. Tune engine according to manufacturers' manual. |
| Cause | Blade flutters in cut as a result of blade losing tension. |
| Remedy | Tighten the blade shaft nut. Make sure blade is running at proper tensioned speed and that drive pin is functioning properly. |
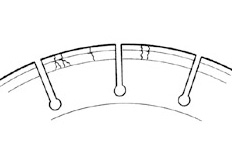
| Cause | Blade specification is too hard for the material being cut. |
| Remedy | Use a softer blade bond to eliminate stresses that create cracks. |
| Cause | Bad blade shaft bearing. |
| Remedy | Replace blade shaft bearing. |
| Cause | Overheating due to lack of water. |
| Remedy | Check water feed lines and make sure flow is adequate on both sides of blade. |
| Cause | Steel center has been overheating as a result of blade spinning on arbor. |
| Remedy | Check water flow, distribution and lines. Tighten the blade shaft nut. Make certain the drive pin is functioning (on concrete saws). |
| Cause | Steel center has been overheating from rubbing the side of material being cut. |
| Remedy | Make certain blade RPM is correct so the blade operates at its tensioned speed. Tune engine according to manufacturers' manual. |
| Cause | Unequal pressure at blade clamping collars. |
| Remedy | Blade clamping collars must be identical in diameter and the recommended size. |
| Cause | Blade bond or matrix too soft. |
| Remedy | Use a harder matrix blade. |
| Cause | Overheating due to lack of water. |
| Remedy | Check water feed lines and make sure flow is adequate on both sides of blade. |